This is part three of Our Simulation Platform blog. In this month’s post, we discuss how we integrate process control and plant operating philosophies into process simulations.
You can catch up on our previous blog topics here:
Part 1: Our Simulation Platform
Part 2: Multicomponent comminution modelling
So, onto the topic of process control and simulation. The role of process control and operating philosophies (aka human control) in mineral processing plant simulation is often overlooked.
Why is process control important?
Process control is an integral part of how a mineral processing circuit operates and how well it performs against the required benchmarks, be it throughput, recovery, revenue or otherwise.
Good process control systems are able to maximise the utilisation of fixed plant equipment, whilst simultaneously ‘smoothing’ out surges, variations and disturbances which otherwise lead to lost production capacity (which can never be recovered, by the way).
In order to do this, the process control system will modify the configuration of particular unit operations and hence how they respond to change in the system. For example, decreasing the edge recycle component of an HPGR will increase the net throughput of the machine – but at the cost of increased product size. This will have downstream effects, which will in turn induce further process control changes at other units.
So the simple adjustment of one operating variable can have cascading (and often counter-intuitive) impacts across a whole circuit.
It is clear then, that the process control system driving a circuit is of equal significance to plant performance as the physical unit operations themselves.
It also stands to reason that process control will be just as important to any simulation of a processing plant – for all the same reasons as the real plant.
SysCAD and process control
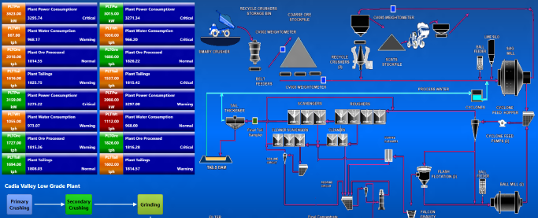
As mentioned in our previous posts, we use a customised version of the SysCAD process simulation package.
SysCAD has it’s own built-in process control functionality in the form of Proportional-Integral-Derivative (PID) controllers and Programmable Modules (PGM).
The PID controllers allow set point and goal seeking based on parameter values that are measured as a simulation progresses.
The PGM modules allow any logical behaviour to be directly programmed into the simulation in a manner analogous to Visual Basic or similar coding. Indeed, we previously incorporated a structured text program from a PLC directly into SysCAD PGM with only a few minor modifications to variable naming and referencing, demonstrating the simplicity and flexibility of the solution.
Steady-state process simulations
At first glance, process control might seem unnecessary in a steady-state simulation that effectively excludes the time domain. In the case of a mass balancing exercise, this is likely true. However, process control is a critical part of turning an ordinary mass balance into fully-fledged, predictive process simulation.
As discussed in our previous posts, our guiding philosophy in simulation is to use unit operation models that are based on first-principles understanding of the phenomena and mechanisms at work, and hence are as ‘predictive’ as possible. This strengthens the ability of such models to be ‘taken outside’ the operating range at which they were calibrated (or have always been run).
It is the process control systems that do just this – responding to disturbances or changes by adjusting the configuration of unit operations. And so using predictive process models is only effective when accurate process control system responses are also included.
This relationship is quite symbiotic. For example, a predictive crusher unit operation model (like our KCM) will accurately report power draw for a feed ore of given fragmentation, hardness and rate. The process control system may respond to excessive power draw by increasing the crusher’s Closed Side Setting (CSS) until power draw normalises. Of course, the degree to which the control system increases the CSS will derive from how the predicted power draw changes with CSS. The degree of change in CSS will also drive the behaviour of downstream unit operations, like screens, mills etc. and can ultimately affect the plant’s final product.
So, a combination of both unit operation response and control response are required to correctly simulate the processing system.
These sorts of decisions occur all the time in real plants, and so should be factored in to any steady-state simulation that is subsequently used to predict the performance of a plant under different conditions (i.e. scenario analyses).
Dynamic Process Simulation
Dynamic process simulations are the natural home of process control and operating philosophies. Indeed, a dynamic simulation will not function without some level of supervisory logic to operate the model.
The time domain introduces delays between measuring system changes and process control responses. The duration of these delays and the interaction of responses with other aspects of the process typically make for highly non-linear and difficult-to-comprehend systems. Dynamic plant simulations which include process control can help clarify the behaviour of such systems.
- Dynamic simulations with small times steps (e.g. seconds) that simulate short periods (e.g. hours) are ideal for the design, testing and improvement of process control philosophies and systems. We conduct this type of simulation extensively for our clients, during both design and operation phases (see our Process Control and Dynamic Simulation page).
- Longer-term simulations also benefit, particularly where the transfer and storage of material through a system is automated. Such a simulation can greatly simplify the talk of estimating the change in monthly production arising from a proposed process control improvement, for example.
The great thing about process control is that improvements represent a ‘soft’ change to a system. That is, the improvement is typically made by changing the input parameters of a PID loop or performing some control software modification. Contrast this to other capital-intensive improvements, such as installing new crushers or mills, adding or upgrading conveyor systems etc. with the same intentions of increasing throughput.
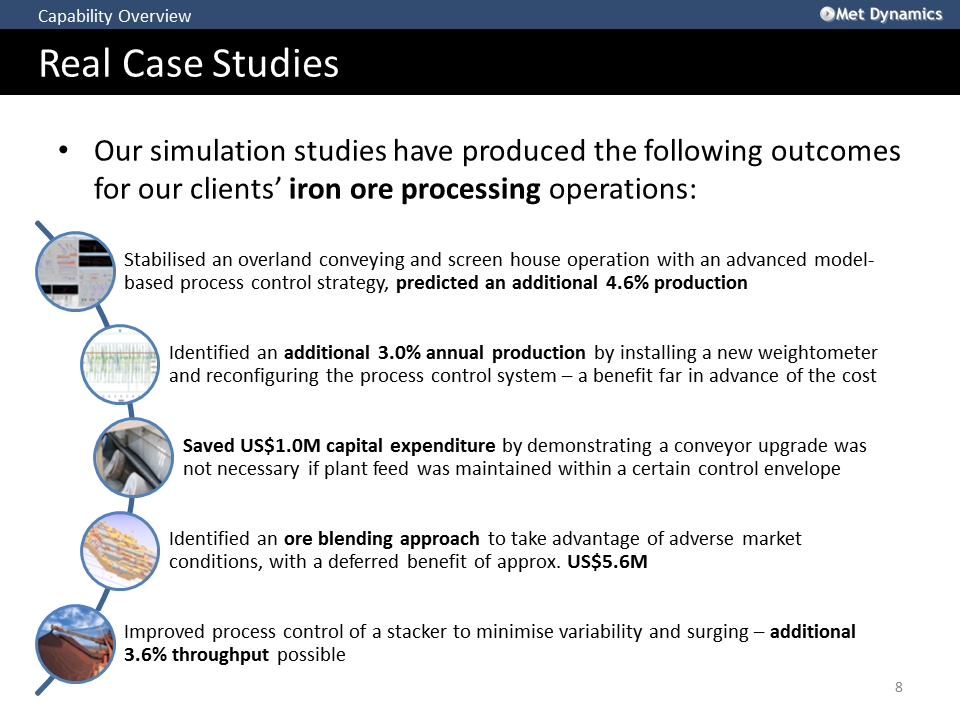
In our experience, there is typically a lot of ‘low hanging fruit’ opportunities around process control. Consider the extract below which highlights some of the benefits our dynamic process control simulations have identified or our clients. These improvements represent significant value for an operation.
Our approach
Our approach is to incorporate as much as possible of the process control strategy and plant operating philosophy into our simulations – even the steady-state ones.
This ensures the simulated plant acts as close to the real plant as the available information allows.
This makes for more accurate simulation and therefore higher-quality, higher-confidence analyses and solutions.
What kind of controls are we talking about?
We have implemented a range of process controls in our simulations (both steady-state and dynamic), such as:
- Simple and cascading PID loops
- Smith predictors
- Dynamic constraint controllers
- Model predictive controllers
- Expert systems; and
- Other heuristic decision-making algorithms.
And then there is the human element. How does management see the plant as being operated, through to process operators at the system interface? What impact are the decisions of individuals at all levels having on plant performance?
Process operators are a particularly critical part of the control system. The decision process they use, whether it be an intuitive, experience or structured approach, can also be captured, assessed, and modified using a dynamic simulation. Indeed, this is the basis of our Operator Training framework, and is itself a heavily overlooked opportunity in most plants.
Conclusions
Improvements to process control is often where operating plants can best make sustainable gains. Good process control results in reduced process variability and consistently, sustainably pushing the plant towards it’s physical limits. The power of a dynamic simulation is that control strategies can be tested, adjusted, and ranked relative to each other based on realistic measures of their performance.
As is often noted, “if you can’t measure it, you can’t manage it”. With a dynamic process simulation you can measure the performance of the control system. And best of all, any analyses, evaluations, investigations and prototyping is all risk-free to actual production, meaning the best solution can be determined well before anything in the plant is actually modified.
That concludes our process control and operating philosophy topic. You can read more on our Process Control And Dynamic Simulation and Operator Training pages.
In our next post, we will discuss our Constraint Analysis (a.k.a debottlenecking) methodology and how process simulations can help identify ways to increase plant throughput.
JUN
About the Author:
Scott Munro is the Director of Met Dynamics and a professional engineer with wide experience in mineral processing. Specialising in process simulation, Scott is constantly looking for ways to apply innovative modelling tools to real world problems. His goal is to provide clients with solutions that are flexible and resilient to changing business conditions in the mining industry.